






د ځان برمه کولو پیچونو ماتولو پروړاندې مخنیوي اقدامات
د مات شوي کیپ، مات شوي لکۍ، مات شوي راډ لپاره فریکچر، ډیری وختونه د مارټینسیټیک کاربن فولادو ځان برمه کولو سکرو کې واقع کیږي، د لوړ تودوخې کاربونیټریډینګ سطح سختۍ ≥560HV ته رسیدو له لارې د مارټینسیټیک کاربن فولادو ځان برمه کولو سکرو کې د قوي ننوتلو سره، مګر د سکرو خرابوالی هم زیات شوی. کله چې د ځان برمه کولو سکرو د ډیر بار په حالت کې ، ډیر تورک ، اسانه وایبریشن به د ټوټې ټوټې کیدو پدیده رامینځته کړي. کله چې د ځان برمه کول مات شي ، نو دا به نه یوازې د ساختماني پرمختګ اغیزه وکړي ، ښکلی نه ، بلکه د خوندیتوب خطرونو لړۍ هم راوړي. د برمه کولو پیچ د ماتیدو مخنیوي لپاره په عمده ډول لاندې اړخونه شتون لري:
1: سم محصول غوره کړئ
الف: د کارولو دمخه، تصدیق کړئ چې ایا د محصول میخانیکي ملکیتونه د کارونې اړتیاوې پوره کولی شي
ب: د سکرو اندازه او اوږدوالی مناسب انتخاب
ج: دا سپارښتنه کیږي چې د مینځلو چاپیریال کې د نیم غاښ یا دوه غاښونو محصول وکاروئ
2: شمیره وکاروئ
الف: په هر متر مربع کې 4-6 پیچ وکاروئ
ب: د چت او درنو تختو شمیر باید په مناسب ډول زیات شي
ج: د باد ساحه لویه ده مناسبه دوز زیاتوالی
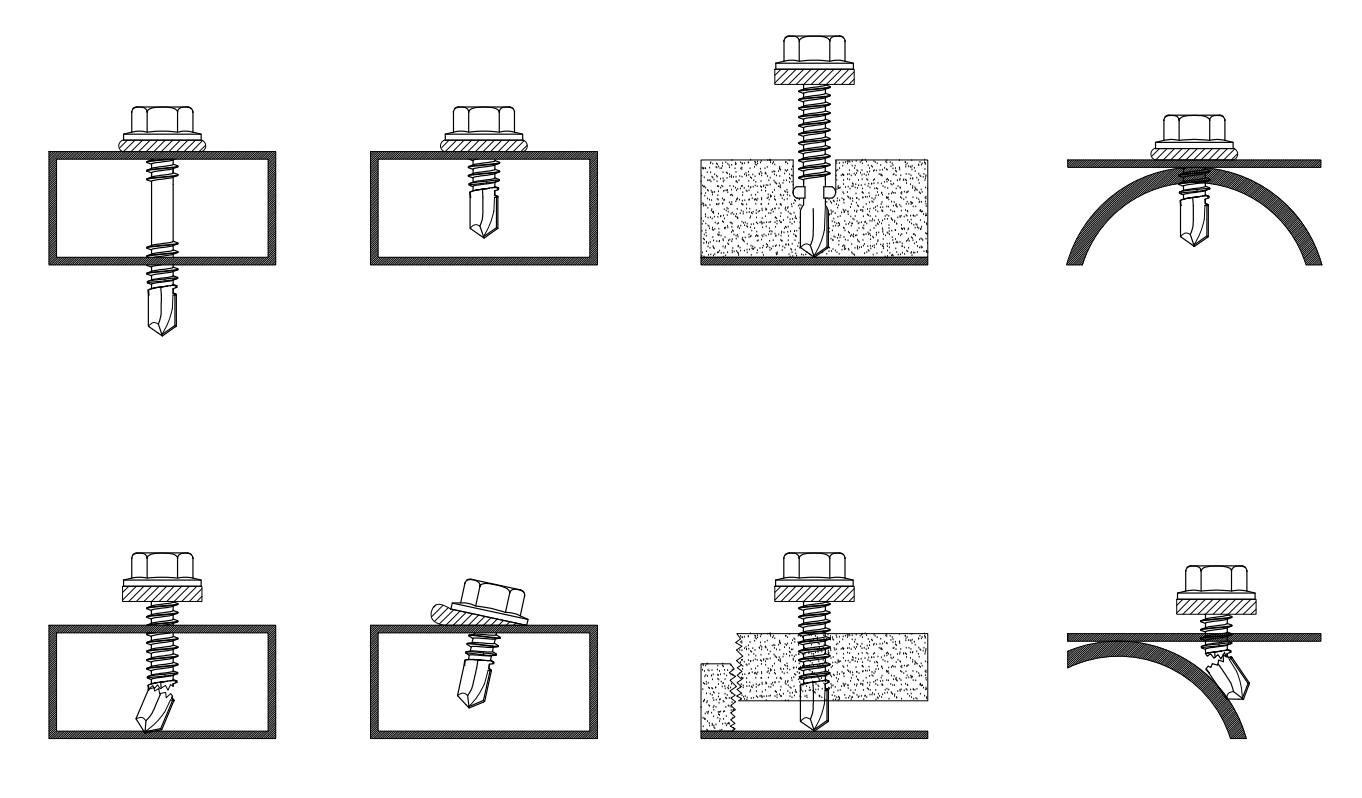
3: د سم استعمال طریقه
الف: د تار محور ته عمودي ټایپ کړئ، مه ځړئ
ب: د ټینګولو په پروسه کې، ځواک باید یونیفورم وي، او د ټینګولو تورک باید د خوندیتوب تورک څخه زیات نه وي
C: 12#، 14# مشخصات محصولات، د بریښنا ډرل سرعت 1000-1800 انقلاب ډیر ګړندی نشي کیدی
4: د ناکامۍ تورک (یوازې د حوالې لپاره لاندې ډاټا) واحد:Nm
| مشخصات | د تورک دقیق له منځه یوسي |
| 4# | 1.5 |
| 6# | 2.8 |
| 8# | 4.7 |
| ۱۰# | 6.9 |
| ۱۲# | 10.4 |
| ۱۴# | 16.9 |